

餡料熱抽真空包裝生產線
產品名稱:餡料熱抽真空包裝生產線
所屬分類:餡料熱抽真空包裝生產線
產品簡介:
| 生產流程對比 | |||||
| 傳統生產流程(5kg/包) | 東泰生產流程(5kg/包) | ||||
| 步驟 |
流程
|
說明
|
步驟
|
流程
|
說明 |
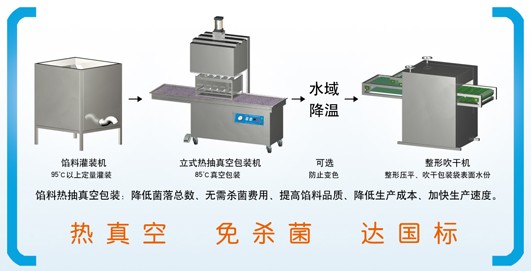
| 1 | 餡料出鍋 | 餡料溫度約在95-105℃左右 | 1 |
餡料出鍋
|
餡料溫度約在95-105℃左右 |
| 2 | 第一次降溫 | 溫度太高,人工無法直接稱重灌裝,需冷卻12小時以上,待溫度降至50℃以下才可灌裝、包裝。 | 2 |
高溫定量灌裝
|
無需降溫,95℃以上高溫定量灌裝。無細菌污染,速度快。 |
| 3 | 手工灌裝 | 低溫灌裝,人工直接接觸,二次污染嚴重。工作強度大,搬運費事費力。 | |||
| 4 | 真空包裝 | 每次1包,每小時60包。速度慢,易污染。 | 3 |
高溫抽真空
|
85℃抽真空包裝,每次5包,每小時300包。無細菌污染。 |
| 5 | 整形壓平 | 人工壓平,費時費力,工作效率低。 | 4 |
冷卻(可選)
|
易變色餡料需水域降溫,僅需20-30分鐘。 |
| 6 | 高溫殺菌 | 為減少降溫、包裝產生的污染,需高溫殺菌。提高了生產成本、殺菌效果難以保證、易造成餡料變色。 | |||
| 7 | 第二次降溫 | 風冷或水冷,時間長,效率低。 | |||
| 8 | 擦干或吹干 | 包裝袋表面水份手工擦干或吹干,費工費時。 | 5 |
整平吹干
|
整形吹干機對降溫后的產品進行壓平整形,并吹干包裝袋表面水份。 |
| 9 | 成品包裝 | 完成1.5t的產量,需10人以上,耗時24小時以上。 | 6 |
成品包裝
|
完成1.5t的產量,僅需3-4人,僅需40-60分鐘。 |
真空包裝機 產品導航
KH-5F6真空整形機 | DCS-5F6S雙工位整形真空包裝機 | KH-5F7真空整形機 | 六面整形真空包裝機 | 雙工位六面真空包裝機 | 立式熱抽真空包裝機 | 餡料熱抽真空包裝生產線 | 雙室真空機(電腦版)不銹鋼型 | 單室真空機(電腦板)不銹鋼型 | DT300茶葉真空機 | DTZF-260臺式真空包裝機 |<< 立式熱抽真空包裝機雙室真空機(電腦版)不銹鋼型 >>